Prozess- und Produktstabilität durch Materialkenntnis
Der Einfluss des Glasübergangs amorpher Lebensmittelpulver bei der Wirbelschicht-Agglomeration
Pulverisierte Extrakte aus Frucht- und Gemüse, Pflanzen oder Probiotika ändern ihre physikalisch chemischen Eigenschaften in Abhängigkeit der Umgebungsbedingungen. Anhand der Materialkenntnis können präzise Einstellungen in Wirbelschichtprozessen gewählt werden um Partikeleigenschaften zu definieren und Produktionsausfälle zu vermeiden.
Eine Vielzahl von Lebensmitteln oder Lebensmitteladditiven werden in pulvriger Form gehandelt, um durch die Senkung des Wassergehaltes die Haltbarkeit zu verlängern und Transporte ökonomischer zu gestalten. Zum einen sollten dabei die funktionellen Inhaltsstoffe im Lebensmittelpulver erhalten bleiben. Zum anderen müssen diese einfach zu handhaben sein: sowohl für den Endverbraucher als auch für verschiedene Produktionsschritte. Neben der Wirbelschicht sind typische Granulationstechnologien in der Lebensmittelindustrie die Dampfstrahlagglomeration, die Agglomeration im Trocknungsprozess, die Agglomeration unter Druck wie Extrusion, Walzenkompaktierung oder Tablettierung.
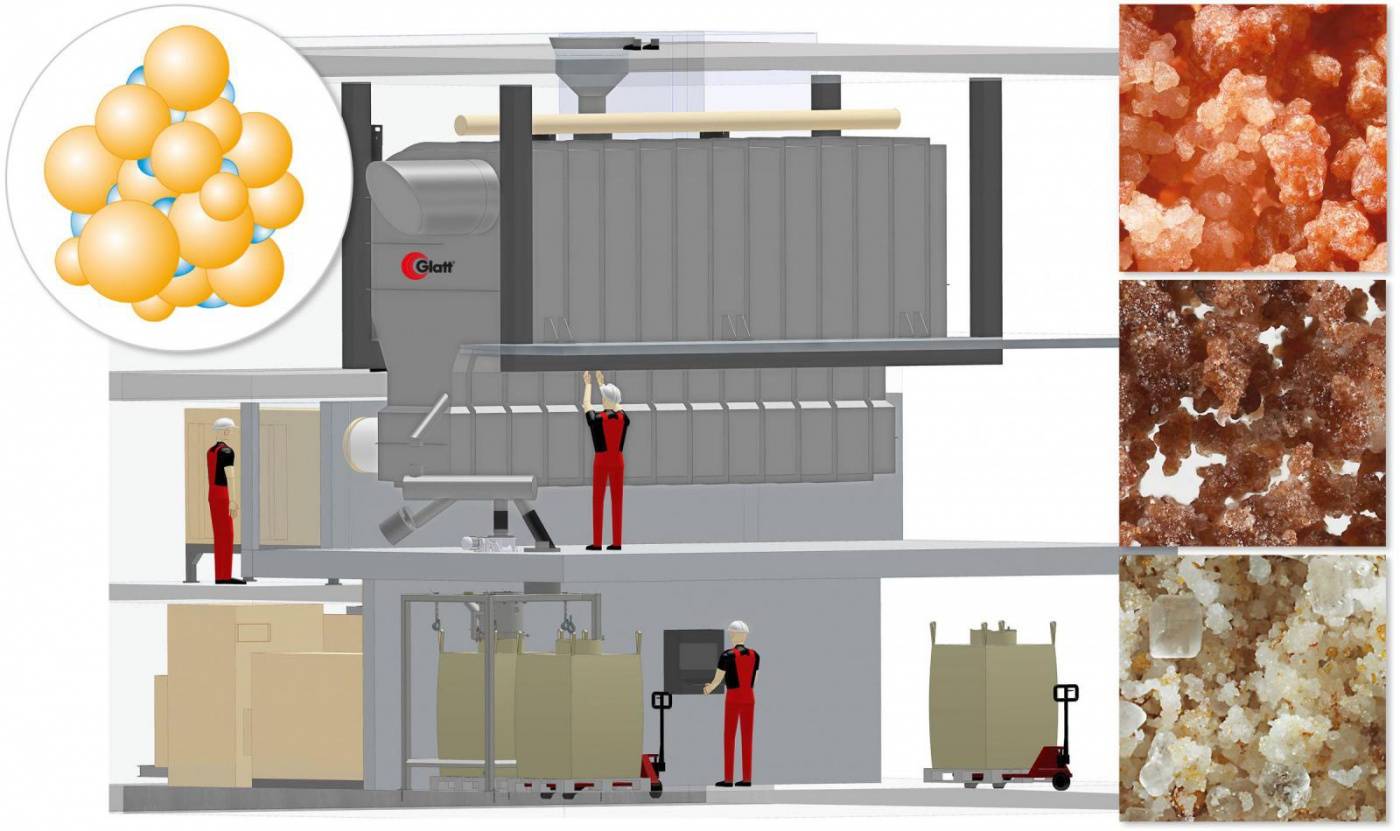
Die Wirbelschicht-Technologie ermöglicht Prozesse zur Herstellung poröser Granulate mit einer definierten Partikelspezifikation (Abb. 1). Dadurch kann gezielt die Fließfähigkeit, Löslichkeit, Dispergierbarkeit und Tablettierbarkeit pulvriger Lebens- oder Nahrungsergänzungsmittel verbessert werden. Außerdem bietet sie durch die simultane Trocknung die Option, Granulate sowohl aus einem Pulver als auch direkt aus feststoffhaltigen Flüssigkeiten wie Lösungen, Suspensionen oder Emulsionen herzustellen.
Das Prinzip, dass eine Flüssigkeit in eine fluidisierte Pulvervorlage eingedüst wird, bleibt dabei immer gleich. Jedoch ändern sich je nach Art des Rohstoffes (Pulver oder Flüssigkeit), die von den Materialeigenschaften abhängigen Prozessbedingungen, die Verdampfungsleistung, die Baugröße und -form des Apparates. Die Prozessart – ob chargenweise oder kontinuierlich – hängt maßgelblich von der Produktionsmenge ab.
Ein wasserlösliches Lebensmittelpulver kristalliner oder amorpher Struktur kann nur mithilfe von Wasser granulieren, das in die fluidisierte Pulvervorlage eingedüst wird. Durch das Benetzen der Partikeloberfläche und das stetige Kollidieren der Partikel im Wirbelbett bilden sich bei erhöhten Adhäsionskräften Flüssigkeitsbrücken an der Partikeloberfläche. Die feststoffhaltigen Flüssigkeitsbrücken härten aus, sodass durch Aggregation des feinkörnigen Pulvers ein poröses Granulat entsteht. Der nachträgliche Trocknungsschritt entfernt die noch enthaltene Feuchtigkeit und ermöglicht ein stabiles Produkt. Auf Additive, Binder oder Hilfsstoffe, die deklariert werden müssen, kann mitunter völlig verzichtet werden. Somit entfällt die aufwändige Herstellung und Dosierung von Sprühflüssigkeiten – Reinigungsaufwand und Kosten können gespart werden.
Die meisten Lebensmittelpulver, wie Frucht- und Gemüsepulver, Biopolymere (Gummi arabicum, Stärke und deren Abbauprodukte), Hefe- und Fleischextrakte, hydrolisierte Pflanzen- und Fischproteine, Milchpulver, Milchzucker und -Ersatzpulver sowie organische Säuren, weisen amorphe Strukturen auf. Kristalline Lebensmittelpulver wie Zucker oder Salze behalten ihre mechanischen Eigenschaften mit steigender Umgebungsfeuchte bis zur materialspezifisch kritischen Umgebungsfeuchte, bei der sie niedrigviskose Lösungen bilden. Amorphe Feststoffe hingegen haben eine flüssigkeitsähnliche supramolekulare Struktur. Wassermoleküle werden in die molekulare Struktur aufgenommen und verursachen einen plastifizierenden Effekt. Das bedeutet, amorphe Strukturen können bei veränderten Umgebungsbedingungen ihre physikalisch-chemischen Eigenschaften verändern. Der auftretende Phasenübergang von fest zu gummiartig und viskos plastisch wird auch als Glasübergang bezeichnet.
Die Glasübergangstemperatur ändert sich in Abhängigkeit der Produktfeuchte und Umgebungstemperatur und spielt eine maßgebliche Rolle beim Partikelwachstum in der Wirbelschicht-Agglomeration amorpher Lebensmittelpulver. Mit steigender Produktfeuchte sinkt die Glasübergangstemperatur, die mit einer sprunghaft reduzierten Viskosität einhergeht. Der Glasübergang kann erreicht werden, indem entweder die Feuchtigkeit des Produkts oder die Differenz zwischen der Umgebungs-/Prozesstemperatur und Glasübergangstemperatur erhöht wird.
Die Temperatur und Produktfeuchte in der Prozesskammer können bei der Wirbelschicht-Agglomeration anhand verschiedener Stellschrauben wie Gaseintrittstemperatur und -geschwindigkeit sowie der Tröpfchengröße und Sprührate der einzudüsenden Flüssigkeit gezielt eingestellt werden. Für die Einstellung der Prozessparameter ist die Betrachtung der materialspezifischen Glasübergangstemperatur wichtig. Wird sie überschritten, so werden die Einzelpartikel im Prozess klebriger. Über die Verweilzeit können dann Partikeleigenschaften wie Größe, Morphologie und Schüttdichte gezielt definiert werden. Überschreitet man die Glasübergangstemperatur zu weit, besteht durch die sprunghafte Viskositätserniedrigung die Gefahr der Klumpenbildung bzw. des vollständigen Kollapses des Wirbelbettes.
Case Study – Agglomeration von Malzextrakt
Malzextrakt reagiert sehr empfindlich auf Feuchtigkeit und neigt zum „Verbacken“. In einer Testreihe am ProCell LabSystem von Glatt wurden Agglomerationsversuche mit amorphen Malzextraktpulvern im einstelligen Kilomaßstab durchgeführt (Abb. 2). Anhand thermischer Analysen (DSC – Differential Scanning Calorimetrie) wurde die Glasübergangstemperatur bestimmt und das Prozessfenster eingegrenzt, was wertvolle Zeit bei der eigentlichen Prozessfindung im Versuchs- oder Produktionsbetrieb spart. Anhand der Glasübergangstemperatur konnten ebenfalls Daten über den benötigten Restfeuchtegehalt bei Lagerungsbedingung abgelesen werden, um Qualitätsminderungen durch nachträgliche Sintervorgänge zu verhindern.
Um die Übertragung der gewonnenen Prozessdaten zu testen, wurden Vergleichsversuche mit Glukosesirup durchgeführt, der wie Malzextrakt durch enzymatische Spaltung des Polysaccharids Stärke hergestellt wird. Glukosesirup weist daher ein ähnliches Zuckerspektrum und eine vergleichbare Gasübergangstemperatur wie Malzextrakt auf. Trotzdem zeigt Glukosesirup ein anderes Agglomerationsverhalten als Malzextrakt. Der Grund dafür konnte auf die Zusammensetzung und den Herstellungsprozess des Pulvers zurückgeführt werden. Malzextrakt beinhaltet neben Zucker ca. 6 % Protein. Diese sind in der Lage, sich beim Trocknen im heißen Luftstrom an der Grenzfläche zwischen Flüssigkeit und heißer Luft anzusiedeln. Die Proteine bilden somit eine Hülle um die Zuckermatrix und führen zu einer verringerten Klebrigkeit, sodass Prozessbedingungen während der Wirbelschicht-Agglomeration angepasst werden müssen.
Bei Beachtung des Glasüberganges amorpher Lebensmittelpulver kann durch ein eingegrenztes Prozessfenster das „Verbacken“ bzw. der vollständige Kollaps des Wirbelbetts verhindert werden. Zusätzlich können materialspezifische Restfeuchtegehalte abgeschätzt werden, die die Stabilität des Endproduktes bei entsprechenden Umgebungsbedingungen gewährleisten. Dennoch zeigen die Versuche, dass die Prozessdaten ähnlicher Materialien mitunter nicht direkt übertragbar sind. Lebensmittelpulver sind komplexe Stoffsysteme, unterschiedliche Zusammensetzungen und Herstellungsmethoden beeinflussen die Wachstumskinetik der Partikel im Prozess. Daher führen, unter Berücksichtigung der Materialkenntnis, praktische Machbarkeitstests im Labormaßstab zu schnellen Ergebnissen hinsichtlich verbesserten Partikeleigenschaften oder optimierten bestehenden Produktionsprozessen bei Formulierungsänderungen. Das Technologiezentrum des Anlagenbauers und Prozessexperten Glatt in Weimar verfügt über die entsprechende Analytik und ist mit modernen Wirbelschicht-Anlagen im Labormaßstab über den Pilot- bis hin zum Produktionsmaßstab ausgestattet.
im Original veröffentlicht in food design Ausgabe 11/2020 (LT Food Medien-Verlag GmbH)