VIDEO: htttp://www.youtube.com/v/-CS6sOWUBIc
Gipsproduktion im E.ON Kraftwerk „Mpp3“ in Rotterdam
unter Einsatz einer ACO Feuchtemessung
E.ON „MPP3“ Kohlekraftwerk in Rotterdam-Maasvlakte
Mit einer Leistung von 1070MW und einem Nettowirkungsgrad von 46% ist das „MPP3“ das modernste und größte mit Steinkohle betriebene Kraftwerk Europas. Das “Mpp3“ versucht die Umweltbelastung so gering wie möglich zu halten. Beispielsweise werden die Abgase über eine Rauchgasentschwefelungsanlage gereinigt. Die Entschwefelungsanlage arbeitet nach dem äußerst effektiven Nassentschwefelungsprinzip. Des Weiteren kann im „MPP3“ Kraftwerk bis zu 30% Biomasse als Brennstoff hinzugezogen werden. Die Prozesswärme des Kraftwerks wird in der umliegenden Industrie als Abwärme genutzt.
Rauchgasentschwefelungsanlage im „MPP3“
Zur Entschwefelung wird gebrannter Kalk (CaO) verwendet, bei diesem Prozess entsteht das Endprodukt Gips (Kalziumsulfat-Dihydrat). Um eine gute Qualität zu gewährleisten, wird der Gips in dem hauseigenen Labor getestet. Der REA-Gips wird mit einer Feuchte von etwa 10% gehandelt und weiterverarbeitet. Aufgrund des geforderten Feuchte-Richtwertes und der steigenden Nachfrage von Gips, ist eine kontinuierliche und reproduzierbare Messung des Feuchtewertes unverzichtbar. Des Weiteren können Materialanbackungen im kompletten Prozess vermieden und die Fließeigenschaften beim nachfolgenden Transport optimal angepasst werden.
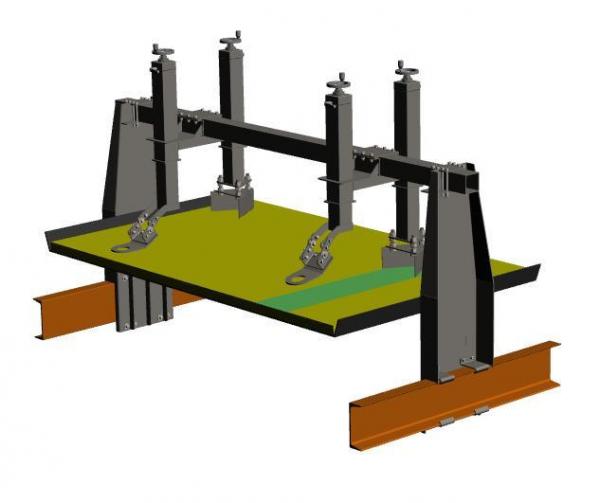
Im „MPP3“ Kraftwerk werden die Feuchtigkeitswerte anhand eines Online Feuchtemesssystems direkt auf dem Vakuum Band Filter erfasst. Die zwei Sensoren wurden in die individuell für E.ON entwickelte Überband-Konstruktion von ACO (Automation Components in Wutöschingen-Horheim) eingebaut. Diese Vorrichtung schafft eine hervorragende Messstelle um exakte und reproduzierbare Messergebnisse der Feuchtemessung zu erhalten.
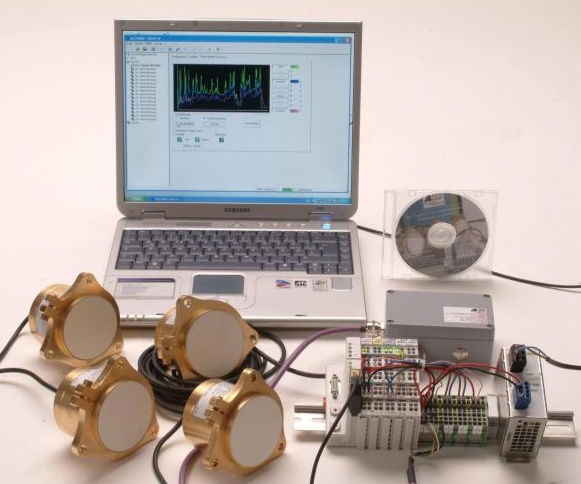
Digitales Feuchtemesssystem von ACO
Im „MPP3“ Kraftwerk wird ein digitales Feuchtemesssystem von ACO eingesetzt. Die Sensoren von ACO arbeiten mit dem kapazitiven Messverfahren. Die Auswerteeinheit (DIGISYS) kommuniziert über eine Profibus DP Schnittstelle. Eine Signalübertragung über ein analoges Ausgangssignal (4mA…20mA) ist ebenfalls möglich. Mit Hilfe des erfassten Feuchtemesssignals wird der Trocknungsprozess auf dem Vakuumbandfilter geregelt.
Die Kalibrierung des Feuchtemesssystems wird einfach und zentral über die ACO-Kalibriersoftware vorgenommen (niedrige Installationskosten). Die Kalibrierung des Systems muss nur einmal bei Inbetriebnahme gemacht werden. Des Weiteren entstehen nur geringe Wartungskosten, da bei Sensortausch nicht neu kalibriert werden muss (niedrige Standzeiten). An eine Auswerteeinheit können bis zu 16 Sensoren angeschlossen werden (niedrige Nachrüstungskosten).
Implementierung der Feuchtemessung in das“MPP3“
Einer der wichtigsten Gesichtspunkte bei der Realisierung einer Feuchtemessung ist die richtige Einbausituation der Sensoren. Es ist wichtig eine einheitliche Schütthöhe und Schüttdichte zu schaffen. Um diese optimalen Bedingungen zu gewährleisten wurde eine Nivelliervorrichtung vor dem Sensor montiert. Damit der Sensor bestmöglich über den vorgeglätteten Gips geführt wird, wurde dieser auf einem Schlitten angebracht. Über ein Handrad kann die Sensor- und die Nivelliervorrichtungsposition schnell und einfach eingestellt werden.
Frühere Erfahrungen der Firma ACO haben gezeigt, dass auf breiten Vakuumbandfilter mehrere Sensoren verwendet werden müssen um einen aussagekräftigen Feuchtewert zu erhalten. Deshalb wurde das Feuchtemesssystem mit 2 Sensoren ausgelegt. Der große Vorteil beim Verwenden mehrerer Sensoren ist die Überwachung der Dichtungslippen des Vakuumbandfilters. Nach Verschleiß oder bei Defekt einer Dichtung kann das Vakuum nicht mehr aufrecht erhalten werden. Aufgrund dessen wird das Material nicht mehr oder nur noch eingeschränkt getrocknet. Eine Feuchtemessung kann einen solchen Vorfall detektieren.